Stejně jako u GRBL převodníku pro CNC frézu jsem do řídicí desky LUFREE laseru nahrál poslední verzi GRBL firmware, kterou lze stáhnout z GitHub. Jelikož mi oficiální postup pro nahrání nefungoval, uvedu zde kompletní postup, který v mém případě fungoval.
Nahrání firmware
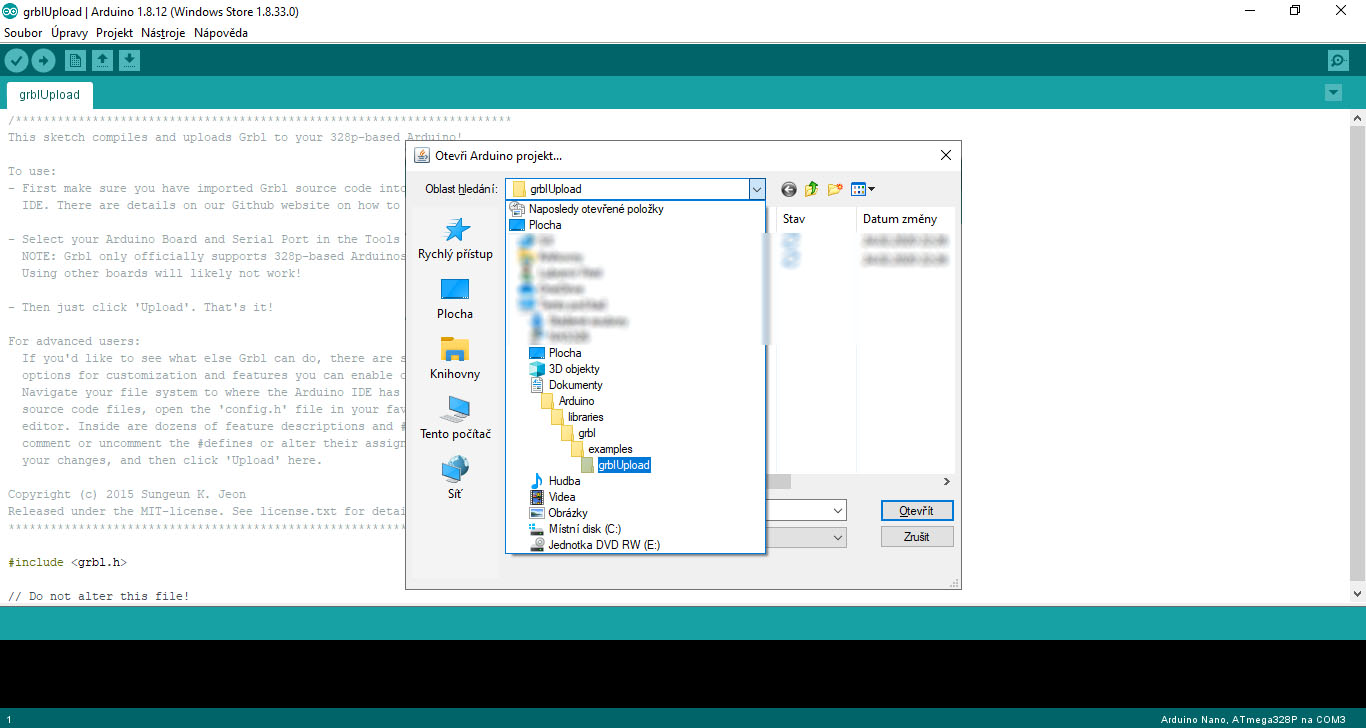
- Z poslední verze GRBL zkopírujte pouze složku „grbl“ (samozřejmě i s jejím obsahem) do adresáře: „…\Documents\Arduino\libraries„.
- Následně spusťte Arduino IDE a otevřete projekt „…\Documents\Arduino\libraries\grbl\examples\grblUpload/grblUpload.ino„
- Vyberte správný port, vývojovou desku, případně procesor a můžete projekt bez problémů zkompilovat a nahrát.
V případě mnou použité řídicí desky LUFREE laseru jsem jako vývojovou desku nastavil „Arduino Uno“. V případě, že se výše uvedený upload nezdaří zvolte vývojovou desku „Arduino Nano“ a procesor „ATmega328P“ případně „ATmega328P (Old Bootloader)“, podle toho jaký bootloader má vámi použitá řídicí deska.
Hlášky „Mála dostupné paměti, můžou nastat problémy se stabilitou.“ se nemusíte bát. Kromě gramatické chybky na začátku hlášky jsem nezaznamenal žádné problémy.

Konfigurace firmware
Následně je nutné provést připojení ke kontroléru pomocí SW v PC. Já pro začátek zvolil „Grbl Controller 3.6.1„. Po spuštění řídicího SW je třeba zvolit port, na který je kontrolér připojen a baud rate 115200, poté je možné se připojit. Program po připojení odešle „$$“, což je příkaz pro vyčtení aktuálního nastavení z EEPROM. Před použitím kontroléru k řízení CNC je nutné provést nastavení dle stroje, který používáte. Podrobný popis jednotlivých parametrů naleznete opět na GitHub projektu. V mém případě se jednalo o změny v těchto parametrech:
- $3=4 (Direction port invert, mask)
- $22=1 (Homing cycle, boolean)
- $23=3 (Homing dir invert, mask)
- $24=50 (Homing feed, mm/min)
- $25=1000 (Homing seek, mm/min)
- $26=100 (Homing debounce, milliseconds)
- $30=255 (Max spindle speed, RPM)
- $32=1 (Laser mode, boolean)
- $100=100 (X steps/mm)
- $101=100 (Y steps/mm)
- $102=1600 (Z steps/mm)
- $110=5000 (X Max rate, mm/min)
- $111=5000 (Y Max rate, mm/min)
- $112=500 (Z Max rate, mm/min)
- $120=250 (X Acceleration, mm/sec^2)
- $121=250 (Y Acceleration, mm/sec^2)
- $122=250 (Z Acceleration, mm/sec^2)
- $130=600 (X Max travel, mm)
- $131=280 (Y Max travel, mm)
- $132=100 (Z Max travel, mm)
Tyto hodnoty se mohou dle konstrukce CNC laseru lišit, nicméně by při použití stejných mechanických dílů a uspořádání měly vyhovovat. Po dokončení nastavení je vhodné si je ověřit pomocí příkazu „$$“ a zkontrolovat, že uložení proběhlo v pořádku. Tyto parametry jsou uloženy v EEPROM, proto je není nutné zadávat při dalším zapnutí. Po ověření správnosti parametrů je možné začít CNC laser používat.