V tomto příspěvku se dozvíme o využití silikonových forem pro odlévání z betonu. Příspěvek o výrobě silikonových forem se věnoval výrobě forem za pomocí 3D tisku, které jsou pro tento účel ideální. 3D tisk zanechává, třebaže nepatrné, známky jednotlivých vrstev tisku, kvůli čemu není ani silikonová forma dokonale hladká. Vnější vrstva betonových odlitků, kterým se věnuji, je ještě zdrsněna smirkovým papírem, díky čemuž vyniknou drobné kamínky obsažené v betonové směsi, a proto nedostatky této technologie výroby silikonových forem nejsou problematické.
Betonová směs
Výběr betonové směsi pro odlévání se ukázal jako zásadní. Na internetu je možné nalézt betonové směsi pro umělecké účely, ovšem tyto směsi jsou několikanásobně dražší než „obyčejná“ stavební směs. Také bývá jemnější, a proto se hodí především pro hladké odlitky.
Pro první pokusy s odléváním betonu jsem získal vzorek čerpatelného betonu značky HASIT, který se jevil jako ideální. Když jsem ovšem zakoupil celý pytel (pravděpodobně z jiné série), odlitky špatně usychaly, byly drsné, pórovité a při pokusu o extrakci z formy se často rozdrolily.

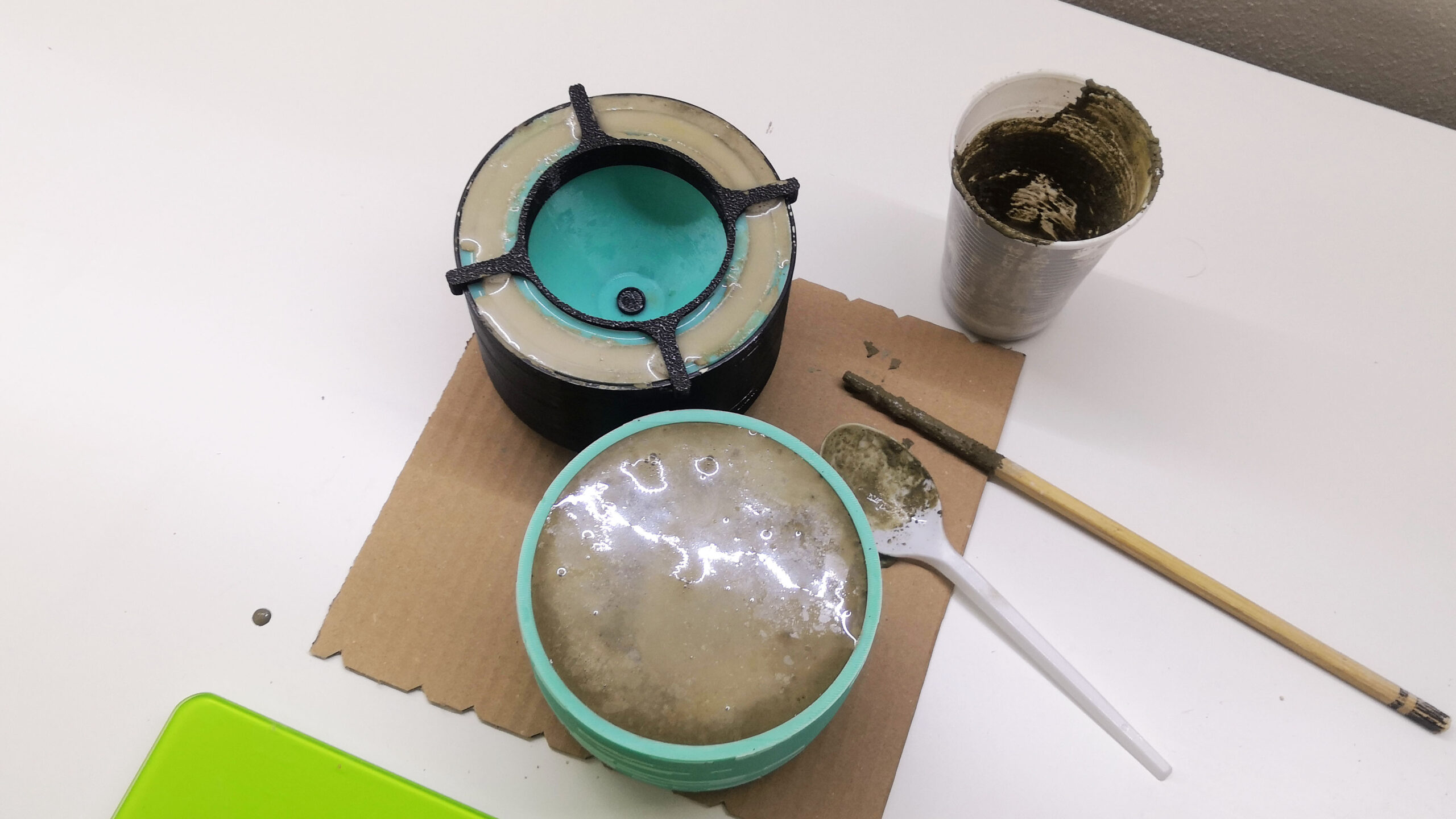
Po tomto neúspěchu jsem se rozhodl zkusit běžně dostupnou betonovou směs „Beton B20“, která není primárně určena k čerpání. Výhodou této směsi je také fakt, že její cena je přibližně poloviční. Výsledek byl překvapivě dobrý. Na níže uvedené fotografii je vidět porovnání druhé várky původní směsi (odlitek vpředu) a odlitků nové směsi „Beton B20“ (odlitek vzadu).
Parametr betonové směsi
Pro účely odlévání jsem věnoval pozornost dvěma parametrům a to doporučené aplikační tloušťce, která se u této směsi pohybuje v rozmezí 10-50 mm, což v případě malých odlitků není problém. Druhým parametrem je zrnitost, která je 0-4 mm. Větší zrnitost (např. 0-8 mm) by mohla způsobit drsnější povrch a také by mohly vznikat větší vzduchově kapsy a prohlubně.

Postup odlévání
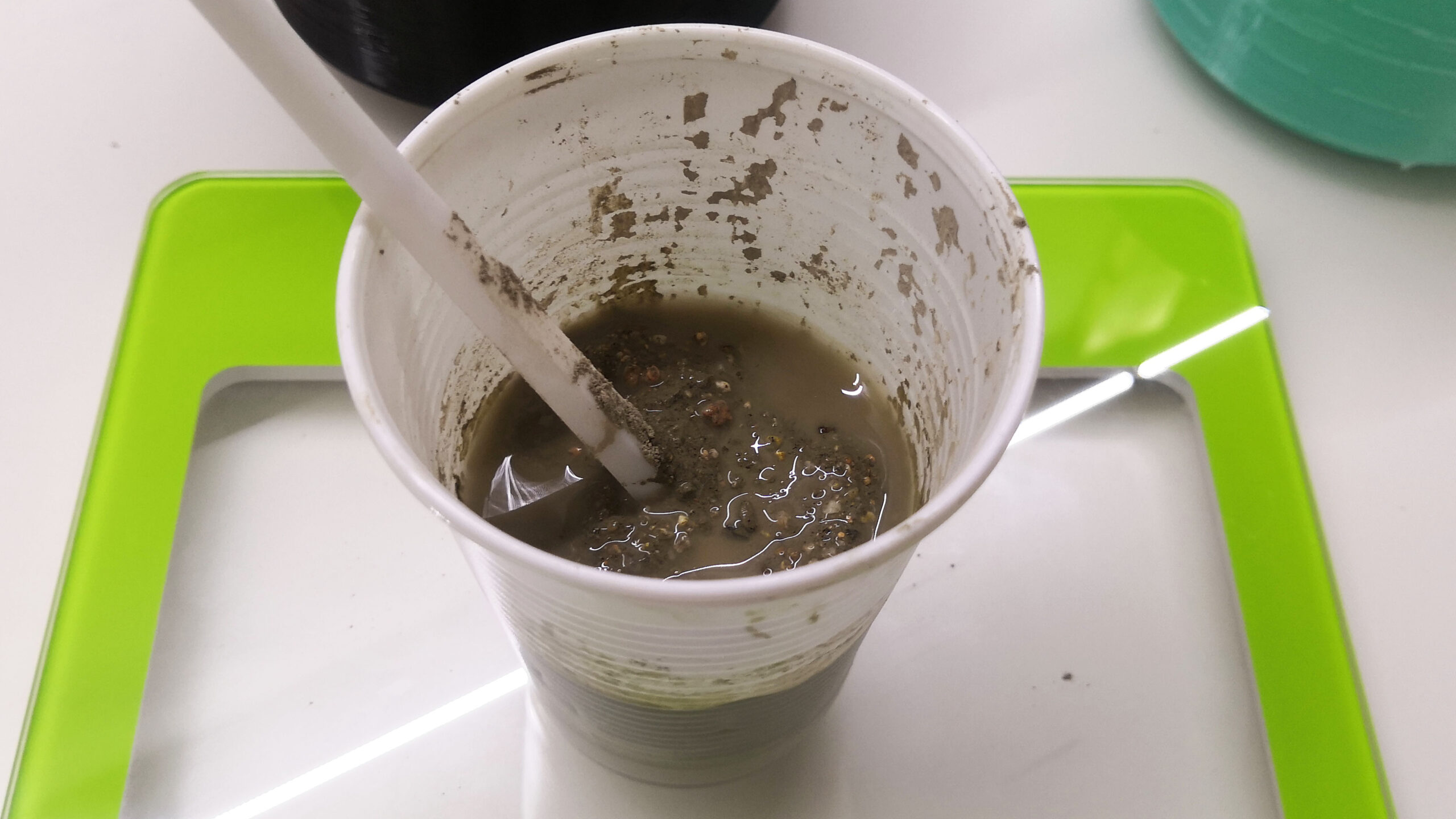
Postup odlévání je vcelku jasný a netřeba o něm dlouze psát. Betonovou směs mícháme s vodou v poměru předepsaným výrobcem. V návodu bývá rozmezí množství vody na jednotku hmotnosti, já jsem volil vždy maximální doporučené množství vody z toho důvodu, aby směs byla více řídká a lehce zatekla do všech částí formy.
Při prvním odlévání může být těžké odhadnout vhodné množství směsi. Buď je možné začít s menším množstvím a postupně přimíchávat další nebo rovnou zvolit větší množství a zbytek poté znovu zvážit, aby při příštím odlévání nebyly zbytečné přebytky. Po ověření množství při dalším odlévání jsem si silikonové formy popsal hmotností směsi nutné pro její naplnění.
Při vlévání směsi do formy začínám (stejně jako při odlévání silikonu) v nejnižším místě formy a snažím se tohoto bodu co nejdéle držet. Pokud bych formu vléval ze dvou stran, mohla by v místě, kde se směs „sejde“, vzniknout vzduchová kapsa.
Po odlití směsi do formy používám dřevěnou hůlku pro její rovnoměrně rozložení a případné udusání ve formě. Na formu posléze ještě mírně poklepu ze všech stran, aby se uvolnily případné bublinky.
Nemusím snad zdůrazňovat, že směs by ve formách měla schnout na vodorovné podložce. Pro minimální dobu schnutí mám ověřeno 24 hodin, ideální je však alespoň 48 hodin. Po této době snese odlitek i trochu hrubší zacházení a nehrozí jeho poškození.